



 服务热线:
服务热线:
4.2、规范变齿: 优势:因为齿距不相同,可以非常好地清除与数控车床共振频率造成共震,切割稳定,减少噪声。这也是变齿齿形结合实际应时而生的直接原因。 缺陷:因为齿距转变 不一,齿槽容削室内空间和产品工件横切面刀花不匀称。 应用领域:切割糟钢、工型钢、异型钢等横截面转变 的产品工件。
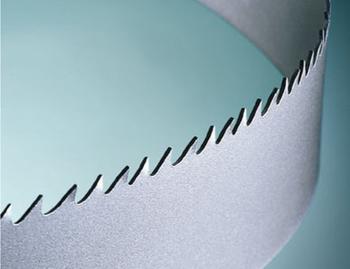
带锯条通过分齿的方式,使锯切形成的铁屑排出,形成锯路。根据不同的应用,可分为前角分齿、等齿分齿、波形分齿、变齿分齿。其中,波形带锯条的特点是成组的锯齿在每边有规则的变化,在锯齿分齿后呈现出波浪形(S形),这种波浪排列的锯齿可以增大压强,切割物体更容易一些。在生产应用中,要根据切割材料的大小、属性来选择合适的带锯条,才能延长锯条的使用寿命,切割面光滑,锯切效果更高。

缺陷:不适合大走刀工作压力和快速切割。【应用时尤其留意】 应用领域:勾齿等齿和勾齿变齿是规范齿的改善,有效的挑选应用勾齿型耐磨钢管带锯条将提升锯割高效率和节约锯条,控制成本。

新带锯条怎样开展磨合 新锯条在宣布应用前一定要开展磨合。一条沒有磨合或沒有磨合好的锯条的使用期限是一条磨合好的锯条的1/2或越来越少。锯条磨合时只有应用一半的一切正常进给工作压力/速度和锯切速率,直至锯出300—1000cm2的表层地区。随后慢慢将进给速度和锯切速率提升到标准值。




