



 服务热线:
服务热线: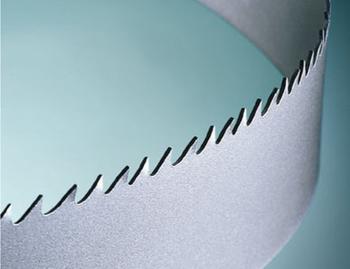
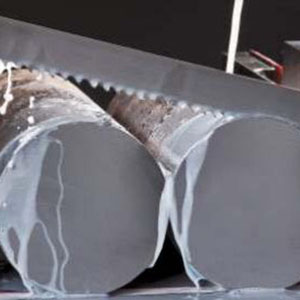
恰当地挑选您将应用的带锯条。沒有哪一种带锯条能够合适全部的锯削规定,而各种各样不一样方式和特点的锯条都是有其不一样的效应,这类挑选包含适合的锯条总宽、齿型和齿距。 3、恰当地应用锯削主要参数,在其中关键包含锯带角速度、进给量、锯带支撑力等。原材料锯削时理想化的切削应当呈紧卷、银白色和具备湿热的触感。如发生煅烧、棕深蓝色、肥大或粉末状等切削,则需对相关主要参数开展调节。
标准等齿:优点:由于齿距相等,切割工件时切削受力均匀,切面平整光滑。缺点:使用过程中,容易与机床的固有频率产生共振,损坏工件和锯条。由于前角为零度,需要加大进给压力才能提高效率。由此而产生锯条背边在锯床导向臂中的合金限位块上加快磨损,减少寿命。适用范围:切割实心材和小径实心材的成束切割。

3. 锯条开齿时,锯条务必呈水准情况,其表层要与开齿机冲头的冲压模具方位竖直,不可歪斜。与此同时锯条边沿要与滑轨平行面,开齿后的齿距,齿高应匀称一致。

锯床上的油缸进了空气,油缸破损了或者是控制阀失控了等等原因都会造成锯架的下降速度不匀速,从而致使齿崩。导向擒众机构和从向轮,导向轮三点之间直线垂直不精确,致使锯床的运动也出现偏差,双金属带锯条在切割过程中会忽左忽右的运动,切割不稳,锯齿容易断裂,最终齿崩。电机皮带在长期的运转中受损而老化,可能会在双金属带锯条在运行中出现丢转的现象,那么带锯条和锯床的运转也会出现间歇性的停转,易齿崩。




